
Weld integrity is not something you can judge from the outside alone. Many technicians and veterinary professionals assume a clean bead and smooth surface confirm a solid weld, but internal flaws like lack of fusion, porosity, and cracks can hide completely behind a flawless exterior. This gap between surface appearance and actual structural integrity is where endoscopic inspection earns its place. Whether you are inspecting the root pass of a stainless steel pipe in an industrial facility or verifying welds on veterinary surgical equipment, getting a direct visual look inside enclosed areas changes what you can actually confirm about weld quality.
Table of Contents
- Understanding endoscopic and borescope inspections for welds
- Key codes and standards: How weld inspections are governed
- Limitations and advantages: Visual inspection versus advanced imaging
- Practical techniques: Choosing and using the right endoscope for weld inspection
- Embedded and real-time weld inspection: New approaches and challenges
- Expert perspective: What most guides miss about weld inspection with endoscopes
- Explore advanced endoscopic tools for weld inspection
- Frequently asked questions
Key Takeaways
| Point | Details |
|---|---|
| Visual tools unlock access | Endoscopic inspection allows direct viewing of internal welds that cannot be checked by traditional means. |
| Codes guide method selection | Weld quality assurance always depends on matching inspection methods to the defect type and code requirements. |
| Imaging advances boost reliability | Machine vision and documented imaging outperform subjective visual inspection for certain weld defects. |
| Practical setup ensures accuracy | Resolution, lighting, and documentation are key to reliable endoscopic weld quality checks. |
| Integration yields best outcomes | Combining endoscopic tools with other NDT techniques delivers comprehensive diagnostic and QA results. |
Understanding endoscopic and borescope inspections for welds
Now that we've established the need to look beyond the surface, let's explore what endoscopic inspection is and why it matters.
Endoscopic and borescope inspection refers to using a slender optical instrument, equipped with a camera and light source, to visually examine areas that are otherwise inaccessible. In weld quality assurance, this means routing a rigid or flexible scope into enclosed spaces, pipe interiors, or fabricated assemblies to directly observe the weld root, heat affected zones, and surrounding material. Borescope inspection for welds is a non-destructive visual method used to check internal or enclosed areas that are hard to access with conventional methods.
Typical equipment includes rigid borescopes for straight-line access, flexible videoscopes for navigating bends and curves, and articulating scopes with tip deflection for targeted viewing angles. Lighting is built into the distal tip, eliminating the shadows that plague conventional mirror-and-flashlight approaches. Many modern systems offer HD video recording and still image capture, which is critical for documentation.
The areas most commonly accessed by endoscope during weld inspection include:
- Weld root passes in pipe and tube fabrications
- Internal cavities in pressure vessels and tanks
- Crevices and tight corners in structural assemblies
- Bore surfaces of machined components after welding
- Tube sheet welds in heat exchangers
For veterinary professionals, veterinary endoscopy systems designed for small and large animal procedures share the same core optical principles used in industrial borescopes. The cross-sector knowledge transfer here is real and practical.
"Endoscopic inspection is best viewed as a visual accessibility tool, not a universal substitute for volumetric NDT." This framing matters because it sets the right expectations for what a scope can and cannot confirm.
You can browse a full catalog of endoscope tools to compare rigid, flexible, and articulating options suited for both veterinary and industrial weld inspection tasks.
Key codes and standards: How weld inspections are governed
With inspection tools defined, it's important to understand the standards that guide their proper use.
Weld quality inspection is governed by code-based selection of non-destructive testing (NDT) methods and acceptance criteria, not by vision-only approaches. The major codes that shape this framework include AWS D1.1 for structural steel, AWS D1.6 for stainless steel, ASME Section IX for pressure equipment, and ISO 17635 for general weld inspection. Each code specifies which inspection methods are required, what defect sizes are acceptable, and how inspectors must qualify.
The primary NDT methods referenced across these codes are:
- VT (Visual Testing): Direct or remote visual examination, including endoscopic methods
- PT (Penetrant Testing): Surface-breaking defect detection using dye or fluorescent penetrants
- MT (Magnetic Particle Testing): Surface and near-surface defects in ferromagnetic materials
- RT (Radiographic Testing): Volumetric imaging using X-ray or gamma radiation
- UT (Ultrasonic Testing): Subsurface defect detection using sound wave reflections
- ET (Eddy Current Testing): Surface and near-surface defects using electromagnetic induction
A code-based weld inspection workflow typically follows this sequence:
- Review weld procedure specifications (WPS) and applicable code requirements
- Perform pre-weld visual inspection of fit-up, joint geometry, and base material
- Conduct in-process inspection during root pass, fill passes, and cap
- Apply post-weld visual testing (VT) including endoscopic access where required
- Select and perform volumetric or surface NDT methods per code requirements
- Evaluate findings against acceptance criteria defined in the applicable code
- Document results, issue inspection reports, and disposition any nonconformances
Endoscopic inspection fits primarily into steps 4 and sometimes 3. It is a powerful complement to the full workflow, but it does not replace the volumetric methods in steps 5 and 6. When you are selecting tools, the borescope endoscope catalog offers options calibrated for the access requirements common in industrial piping and pressure equipment inspections.
Limitations and advantages: Visual inspection versus advanced imaging
Once codes guide inspection method selection, it's helpful to know how visual and advanced imaging methods stack up against each other.
| Method | Precision | Reproducibility | Key limitation |
|---|---|---|---|
| Subjective visual inspection | Low to moderate | Poor, operator-dependent | Misses subsurface and dispersed defects |
| Endoscopic imaging | Moderate to high | Good with documentation | Limited to visible surface; no volumetric data |
| Machine vision systems | High (0.92 precision) | Excellent | Requires code alignment and qualification |
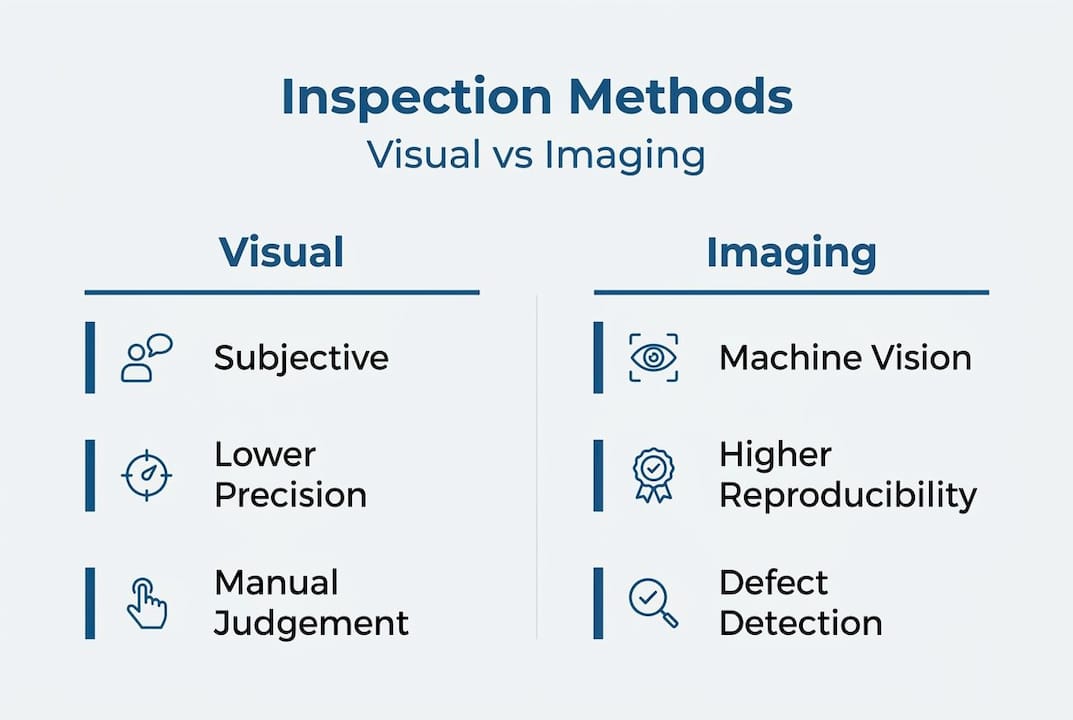
Empirical research makes the case for imaging-based approaches clearly. Machine vision performance in weld inspection studies shows limitations of subjective inspection and supports more reproducible imaging-based approaches for dispersed defects like porosity and spatter. The numbers are striking: machine vision achieved a precision of 0.92, recall of 1.00, an F1-score of 0.96, and a ROC-AUC of 0.95 in controlled weld inspection comparisons. These metrics confirm that imaging systems are not just marginally better than subjective judgment; they are categorically more reliable for certain defect types.
However, a contrast viewpoint matters here. Even when imaging approaches outperform subjective inspection for certain discontinuities, they still need to be aligned to the applicable weld code. Code compliance requires method qualification and acceptance criteria, not just good performance metrics. A system with a 0.96 F1-score means nothing if it has not been validated against the acceptance criteria in AWS D1.6 or ASME Section VIII.
Pro Tip: For dispersed defects like porosity or spatter, reproducible imaging is consistently superior to subjective judgment. If your inspection program still relies on unaided visual assessment for these defect types, you are accepting unnecessary variability in your results.
For veterinary professionals evaluating welds on surgical tables, autoclave components, or implant fabrication fixtures, veterinary rigid endoscopy tools offer the same imaging advantages in a format designed for clinical environments. The principle is identical: direct, documented visual access beats guesswork every time.
Practical techniques: Choosing and using the right endoscope for weld inspection
With comparative strengths and weaknesses in mind, let's turn to practical guidance for selecting and using endoscopes effectively.

Choosing the wrong scope is one of the most common and costly mistakes in endoscopic weld inspection. A scope with insufficient resolution will miss fine cracks. One that is too large in diameter will not fit the access port. One without adequate lighting will produce images that are impossible to interpret confidently.
| Selection factor | What to look for | Why it matters |
|---|---|---|
| Resolution | HD or 4K sensor preferred | Detects fine surface cracks and fusion issues |
| Outer diameter | Match to access port size | Determines physical access to weld area |
| Working length | Sufficient for full reach | Ensures complete coverage of inspection zone |
| Lighting | High-output LED at distal tip | Eliminates shadows in dark cavities |
| Camera type | CCD or CMOS with low distortion | Accurate geometry and color rendering |
| Documentation | Built-in video/image capture | Supports traceability and code compliance |
Defect detection performance depends heavily on illumination, access angle, scope resolution, diameter, length, and the ability to document findings. This is not a minor caveat. It is the core technical reality of endoscopic inspection quality.
Common pitfalls in endoscopic weld inspection include:
- Poor lighting setup: Relying on ambient light instead of dedicated distal illumination
- Incorrect scope angle: Viewing welds straight-on instead of at an oblique angle to reveal surface relief
- Inadequate record-keeping: Performing inspections without capturing images or video for documentation
- Wrong scope diameter: Using a scope too large for the access geometry, forcing awkward angles
- Skipping calibration: Not verifying scope resolution and image quality before starting inspection
- Incomplete coverage: Inspecting only accessible portions and assuming the rest is acceptable
Pro Tip: Always document your inspection with images and video, not just written notes. Visual records support traceability, satisfy code documentation requirements, and serve as training material for newer technicians. A written note saying "weld root appears acceptable" is far less defensible than a timestamped HD video clip showing exactly what was observed.
For specialized applications, a dental inspection videoscope demonstrates how small-diameter, high-resolution scopes translate directly to tight-access weld inspections in fabricated components. Similarly, an equine airway videoscope shows how flexible articulating scopes navigate complex geometries, a capability directly applicable to curved pipe welds and complex fabrications.
Embedded and real-time weld inspection: New approaches and challenges
Beyond conventional endoscopic inspection, let's explore new technologies and their limitations in real-time weld quality assurance.
The frontier of weld inspection is moving toward real-time and embedded approaches that monitor weld quality as it is being made, not after the fact. Phased array ultrasonic testing (PAUT) is one of the most promising modalities for this application. Unlike conventional UT, phased array systems use multiple transducer elements that can be electronically steered and focused, producing detailed cross-sectional images of the weld as it solidifies.
Key NDT modalities for real-time and embedded weld inspection include:
- Phased array ultrasonics (PAUT): Electronic beam steering for real-time cross-section imaging
- Signal amplitude monitoring: Tracks changes in acoustic response as weld metal cools
- Thermal gradient mapping: Identifies temperature-related disturbances that affect signal interpretation
- Acoustic emission monitoring: Detects crack initiation events during or immediately after welding
Real-time embedded weld inspection using phased array ultrasonics during welding shows measurable signal behavior changes, but it is subject to thermal disturbance and complexity in multi-pass welds. The data from these studies is instructive: a characteristic amplitude drop from 60% to 0% signals proper fusion in controlled conditions, providing a clear measurable threshold for real-time quality decisions.
The practical hurdles are significant, though. Thermal gradients near an active weld pool distort acoustic signals. Multi-pass welds introduce cumulative complexity as each pass changes the acoustic properties of the material beneath it. Coupling between the transducer and the workpiece is difficult to maintain consistently during active welding. These are engineering challenges that current research is actively working to solve, but they mean real-time embedded inspection is not yet a plug-and-play replacement for post-weld NDT.
For livestock and large animal veterinary professionals, the livestock endoscopy catalog illustrates how specialized scope designs address unique access and imaging challenges, a parallel to the specialized transducer configurations needed for embedded weld inspection.
Expert perspective: What most guides miss about weld inspection with endoscopes
Most articles on endoscopic weld inspection focus on what scopes can do. Fewer address the real-world cost of over-relying on them.
Here is the uncomfortable reality: endoscopes are genuinely powerful tools, but they are also easy to misuse precisely because they produce compelling, high-resolution images that feel authoritative. A crisp HD video of a weld root that looks clean can create false confidence. The image shows what the camera can see. It says nothing about what is 2 millimeters below the surface. Lack of fusion, hydrogen cracking, and lamellar tearing are all subsurface phenomena that a borescope simply cannot detect, no matter how good the optics are.
The most common misstep we see across both veterinary and industrial contexts is treating endoscopic inspection as a final quality gate rather than one layer of a multi-method strategy. Animal hospitals that use endoscopes to verify welds on surgical equipment need to pair that visual check with material certifications and, where applicable, dye penetrant testing for surface cracks. Industrial technicians inspecting pressure vessel welds need radiography or phased array UT to confirm what the borescope cannot reach.
What cross-sector experience teaches is that the value of endoscopic inspection is not in replacing other methods. It is in providing direct, documented visual evidence for areas that no other method can physically reach. That is a specific and genuinely important capability. But it is a complement, not a substitute.
The professionals who get the most out of endoscopy tools are the ones who know exactly where visual access ends and volumetric testing begins. They use their endoscope catalog to select the right tool for the right job, and they build inspection programs that layer methods intelligently rather than relying on any single technique to carry the full quality assurance burden.
Explore advanced endoscopic tools for weld inspection
To put this knowledge into practice, here are resources and tools to support your weld inspection needs.
Whether you are a veterinary technician verifying welds on clinical equipment or an industrial inspector working through a code-required NDT program, having the right scope makes a measurable difference in what you can detect and document.
Our portable airway inspection endoscope delivers the flexible, articulating access needed for complex weld geometries, with built-in HD video recording for full documentation compliance. For industrial applications, the borescope endoscope catalog covers rigid and flexible options across a range of diameters, lengths, and camera configurations suited to pressure vessels, piping, and fabricated assemblies. We offer cost-effective systems without compromising on the resolution and lighting quality that accurate weld inspection demands.
Frequently asked questions
How does endoscopic inspection differ from traditional weld testing methods?
Endoscopic inspection provides direct visual access to internal weld areas but does not replace volumetric tests like ultrasonics or radiography for subsurface defects. Endoscopic inspection is best viewed as a visual accessibility tool, powerful for what you can physically see, but not a universal substitute for volumetric NDT.
What factors affect the accuracy of endoscopic weld inspections?
Accuracy depends on scope resolution, lighting, access angle, and proper documentation; inadequate setup can limit defect detection significantly. Interpretability and defect-detection performance depends heavily on illumination, access angle, scope resolution, diameter, length, and the ability to document findings.
Is endoscopic inspection sufficient for code compliance?
No; weld codes require multiple NDT modalities, and endoscopic inspection is only part of a complete quality assurance strategy. Weld quality inspection is governed by code-based selection of NDT methods and acceptance criteria rather than by vision-only approaches.
What are common pitfalls in veterinary weld inspections using endoscopes?
Failing to document findings, using incorrect scope size, and neglecting lighting are common mistakes that can compromise inspection results. Defect-detection performance depends heavily on illumination, access angle, scope resolution, diameter, length, and the ability to document findings consistently across every inspection.
Recommended
- Veterinary Rigid Endoscopy Catalog
- Endoscope Endoscopy FAQ and Inspection Procedures, Endoscopy Museum!
- FULLY PORTABLE 6mm X 150 AIRWAY INSPECTION DIRECT MONITOR SD CARD VIDEO AFFORDABLE LOW COST ENDOSCOPE ENDOSCOPY SYSTEM!
- Medical Veterinary Endoscope Endoscopy Systems, Light Sources, Accessories, Industrial NDT Borescopes